The B-SMART™ Series press brakes have larger daylight, throat depth and stroke for more cost effective production and versatility.
BENEFITS OF RMT PRESS BRAKES
All RMT press brakes have been designed for high performance and enhanced with five main innovations to increase your productivity while decreasing your cost per part including: 1) A rigid mono-block frame constructed from mill certified high-yield steel for dependable performance; 2) Quality precision ram positioning accurate to within 0.0004 inch provided by dual cylinders and rams for stable ram motion; 3) A deeper throat allows you to use the full length of the machine to form more parts; 4) The increased daylight opening accommodates a larger range of parts; 5) More stroke length which provides additional flexibility and versatility.
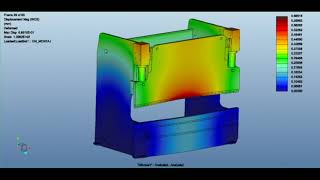
The foundation of all RMT Press Brakes is a solid, mono-block frame made from mill-certified, high-yield steel. As a result, RMT Press Brakes perform accurately and reliably year after year. We’re so confident in our frames that we offer a 10-year warranty with our standard machines. Dual hydraulic cylinders located on either side of the ram provide faster approach speeds. The cylinders are synchronized to provide smooth motion resulting in precise ram positions to accuracies of .0004”
BEND EFFICIENTLY
RMT™ Press Brakes can easily accommodate parts with deep bends and those that require long tooling, because of our open space design. Our machines typically have deeper throat depths, larger daylight spaces and longer stroke lengths than any manufacturer on the market. We’ve also mounted the ram guides on the outside of the frame to maximize the distance between the side frames so that our Press Brakes can accommodate deep part flanges.
BEND ACCURATELY
RMT™ machines are designed with state-of-the-art technologies that provide unparalleled accuracy and precision. This is the result of our world-class Research and Development departments that has been constantly perfecting our machines for decades, allowing us to consistently outperform competitor machines year after year.
BEND SAFELY
RMT™ Press Brakes were designed to maximize your safety with various features such as the ram-mounted AKAS-LC Safety Light Guard. Located at the bending level and based on the location of the punch tip, this system helps prevent injuries. The transmitter and receiver are fixed to the ram of the machine and form a laser-optical safety light grid that follows the ram or punch tip.
WHAT MAKES OUR PRESS BRAKES REVOLUTIONARY?
Rigid mono-block frame of mill certified high-yield steel for minimum deflection under load resulting in more consistent performance. Synchronized dual cylinders and valves assure smooth, stable ram motion for high-quality precision ram positioning accurate to within 0.0004 inch. Deeper throat dimensions allow you to form more parts, the full length of the machine. Large daylight opening gives you versatility to handle larger range of parts Extra stroke length also gives you more versatility.
ACCURACY
RMT machines are designed with state-of-the-art technologies that provide unparalleled accuracy and precision. This is the result of our world-class Research and Development department that has been constantly perfecting our machines for decades, allowing us to consistently outperform competitor machines year after year.
RELIABILITY
Our RMT™ machines are designed from the ground up by our expert engineers with only one goal: to build the best machines imaginable. By combining our unique machine designs with the highest quality materials available, we realized our goal and invented some of the most reliable and durable machines in the world!
EFFICIENCY
We understand the importance of a disruption-free production to your success, and have done everything in our power to maximize the efficiency of our RMT™ machines. We have meticulously identified and removed every hindrance to efficiency in our machines, providing you with the most seamless manufacturing experience imaginable.
SAFETY
Safe operation of heavy machinery for the operator and any bystanders is paramount to any successful enterprise, which is why RMT™ machines have a multitude of safety features in place, ofttimes exceeding industry standards. We have even implemented our own innovative safety features when existing ones were inadequate or non existent.
FLEXIBILITY
RMT™ is committed to the universalization of machinery and machine tools, because it not only prevents our customers from having to reinvest in new tooling and accessories, but allows for remarkable flexibility. The enhanced flexibility and longevity of our machines provides for a significantly broader range of applications, maximizing value.
CUSTOMIZABILITY
The high customizability of RMT machines allows them to be individually configured for a plethora of projects, significantly reducing the quantity of machines you will need. We also specialize in custom engineered machines for those projects that simply cannot come to fruition without one. Regardless of the project, RMT™ can help you realize it!
Here we have yet another great customer giving us great reviews! It also helps we give great prices for our machines. We're just great! But you can be too! 🙂
TeraFlex talks about their RMT Genius 10-150 Press Brake. This brake is designed and commissioned by Revolution Machine Tools and its dedicated Research and Development Team.www.RMTUS.com
SME Steel in South Jordan, Utah is a proud owner of an RMT Press Brake and Shear. RMT was able to train the SME workforce to operate the machinery, thus saving money and expanding the skills set of its workers. www.RMTUS.com
Another satisfied customer! We just delivered an RMT B-Genius 12-150 to Cypress Metals (Utah) who has been using press brakes for nearly two decades. They exclaimed at the ease of use, the precision, the versatility and the speed of the machine.
The main operator told us that this machine is, “hands down, the best machine I have ever used!” We are proud of our machines and how we are helping our customers grow their businesses!
Cypress Metals Testimonial on RMT B-GENIUS PRESS BRAKE
Not sure if the RMT Press Brakes have the quality you're looking for? Just watch the video and decide for yourself 🙂
If you watched the whole video, we're just going to assume you'd like to see more on the S-GENIUS series. Go ahead and do yourself a favor by visiting us www.RMTUS.com
Press Brake Demonstration for the RMT B-GENIUS 12-150 CNC
Brief overview of Delem DA 58T CNC Control by RMT President Kyle Jorgenson at Revolution Machine Tools.
Delem (Delem.com) provides touchscreen controls for manufacturing machines. They are top of the line software providers for RMT's machine tools. The easy-to-use system along with the sleek design compliment the ease of using Revolution's machines.
Check out the RMT Machine Tools: www.rmtus.com
Revolution Machine Tools was founded by Kyle Jorgenson, former president of Jorgenson Machine Tools (jorgensonmachinetools.com). Kyle and his team are revolutionizing the manufacturing technology industry with their innovative machines complimented by their amazing customer service.
Delem DA 58T CNC Press Brake Control RMT Revolution Machine Tools
Complete review of Revolution Machine Tools B-Smart Press Brake (https://rmtus.com/b-smart-press-brakes/).
RMT Press Brakes can easily accommodate parts with deep bends and those that require long tooling, because of our open space design. Our machines typically have deeper throat depths, larger daylight spaces and longer stroke lengths than any manufacturer on the market. We’ve also mounted the ram guides on the outside of the frame to maximize the distance between the side frames so that our Press Brakes can accommodate deep part flanges.
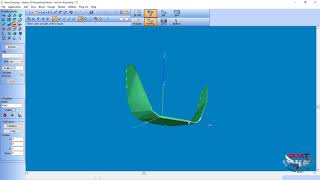
These Press Brakes feature a servo driven back-gauge system for faster speeds and better accuracy. The automatic CNC crowning system improves part quality. A 3D-capable Graphical Control Unit simulates bending sequences and detects collision points before you begin the bend. B-GENIUS Press Brakes have exceptionally large strokes, huge daylight, and throat depths to accommodate deep bending and long tooling.
Revolution Machine Tools was founded by Kyle Jorgenson, former president of Jorgenson Machine Tools (jorgensonmachinetools.com). Kyle and his team are revolutionizing the manufacturing technology industry with their innovative machines complimented by their amazing customer service.
https://rmtus.com 1-844-768-4636
press brakes, nukon, jorgenson machine tools, jorgenson, kyle jorgenson, nukon machine tools, metal bending machine, metal bending, metal fabrication, bending metal, nukon machines
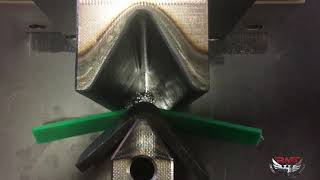
Demonstration of bending an after market automotive part on our B-Genius 12' 150 Ton CNC press brake.
RMT Press Brakes can easily accommodate parts with deep bends and those that require long tooling, because of our open space design. Our machines typically have deeper throat depths, larger daylight spaces and longer stroke lengths than any manufacturer on the market. We’ve also mounted the ram guides on the outside of the frame to maximize the distance between the side frames so that our Press Brakes can accommodate deep part flanges.
These Press Brakes feature a servo driven back-gauge system for faster speeds and better accuracy. The automatic CNC crowning system improves part quality. A 3D-capable Graphical Control Unit simulates bending sequences and detects collision points before you begin the bend. B-GENIUS Press Brakes have exceptionally large strokes, huge daylight, and throat depths to accommodate deep bending and long tooling.
Revolution Machine Tools was founded by Kyle Jorgenson, former president of Jorgenson Machine Tools (jorgensonmachinetools.com). Kyle and his team are revolutionizing the manufacturing technology industry with their innovative machines complimented by their amazing customer service.
Testimonial for the B-GENIUS Revolution Machine Tools Press Brake Finn Kool - Kansas
We take pride in every machine we sell. It makes us extremely happy when our customers do also 🙂
These Press Brakes feature a servo driven back-gauge system for faster speeds and better accuracy. The automatic CNC crowning system improves part quality. A 3D-capable Graphical Control Unit simulates bending sequences and detects collision points before you begin the bend. B-GENIUS Press Brakes have exceptionally large strokes, huge daylight, and throat depths to accommodate deep bending and long tooling.
Another satisfied customer! We just delivered an RMT B-Genius 12-150 to Cypress Metals (Utah) who has been using press brakes for nearly two decades. They exclaimed at the ease of use, the precision, the versatility and the speed of the machine.
The main operator told us that this machine is, “hands down, the best machine I have ever used!” We are proud of our machines and how we are helping our customers grow their businesses!
These Press Brakes feature a servo driven back-gauge system for faster speeds and better accuracy. The automatic CNC crowning system improves part quality. A 3D-capable Graphical Control Unit simulates bending sequences and detects collision points before you begin the bend. B-GENIUS Press Brakes have exceptionally large strokes, huge daylight, and throat depths to accommodate deep bending and long tooling.
These small initial pinch rolls are designed for small part bending with low operation cost. R-ECO rolls feature robust cast iron frames, chain and gear driven drive systems and electric motors with a magnetic break which eliminates drifting. They also offer foot pedals with forward, reverse, and E-stop along with a safety wire and limit switch. A very economical, reliable, and efficient choice for your small parts needs.
Fiber Nation a valued customer of ours gives us a testimonial on a Fiber Laser they bought from RMT years ago.
Presented by Kyle Jorgenson & Fiber Nation Executives (Anthony Evans & Dave Arbon)
Equipped with State-of-the-art technology, Fiber Lasers have become the leader in most CNC cutting applications. RMT Fiber Lasers feature unmatched cutting and travel speeds, all the while holding tolerances up to a thousandth of an inch.
For more information check out the RMT Fiber Lasers at https://rmtus.com/rmt-fiber-lasers.php
These small initial pinch rolls are designed for small part bending with low operation cost. R-ECO rolls feature robust cast iron frames, chain and gear driven drive systems and electric motors with a magnetic break which eliminates drifting. They also offer foot pedals with forward, reverse, and E-stop along with a safety wire and limit switch. A very economical, reliable, and efficient choice for your small parts needs.Learn more at https://rmtus.com/plate-rolls/
RMT R-SMART 10-866 Hydraulic 4 Rolls Plate Roll Machine - Testimonial by Absolute Metals
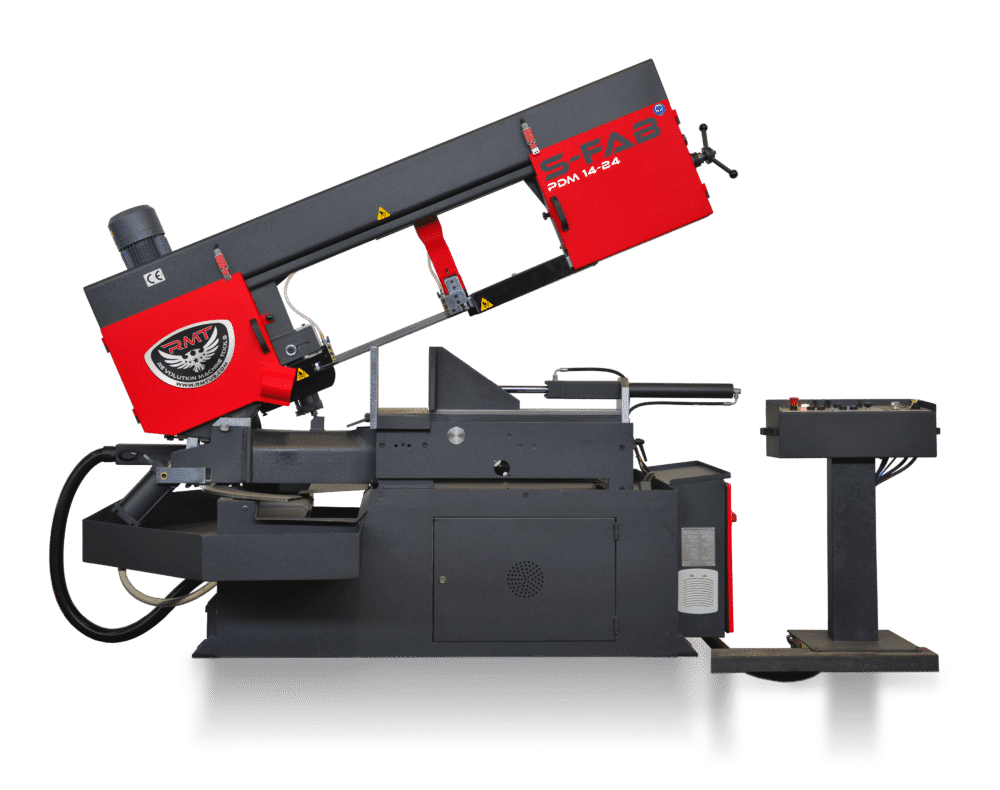
Scholzen a valued customer of RMT, gives a brief testimonial on the S-Fab Bandsaw they purchased to make their lives easier.Scholzen Products Co. HURRICANE, UT
People love these KYSON Fiber Laser machines! Don't believe us? Just take a moment and watch this testimonial 🙂 Presented By: Jared (KYSON Operator)
The RMT KYSON Series Fiber Laser is our latest design with a plethora of technological enhancements. The KYSON Fiber Laser’s speed, precision, reliability, and low operating cost is legendary and second to none.
Pro Fab and Welding of Pleasant Grove, UT became the latest recipient of one of our new metal cutting band saw models. Fully automatic and loaded with features this saw makes short work of large bundles, even allowing up to a 60-degree miter. Joe, the operator for Pro Fab and Welding has been working with saws for 25 years and told us that, "This saw kicks butt" and "runs better than any saw I've ever had." He also made several comments about really wishing he had a couple of them, to which we just smiled.
RMT S-Smart Bandsaw - Pro Fab & Welding Testimonial
SME Steel in South Jordan, Utah is a proud owner of an RMT Press Brake and Shear. RMT was able to train the SME workforce to operate the machinery, thus saving money and expanding the skills set of its workers. www.RMTUS.com
TeraFlex talks about their RMT B-Genius 10-150 Press Brake. This brake is designed and commissioned by Revolution Machine Tools and its dedicated Research and Development Team.www.RMTUS.com
"Support on it has been unreal" This is exactly what RMT like to hear! It's our goal and part of our mission to provide unparalleled support to each and every customer.
Plus Fiber Laser technology blows everybody's socks off. So check out our KYSON lineup at www.rmtus.com/rmt-fiber-lasers.php
Hammerton a valued customer of ours gives us a testimonial on a KYSON 510 3 kW Fiber Laser they bought from RMT.
Presented by Greg Paulson - Production Manager
Equipped with State-of-the-art technology, Fiber Lasers have become the leader in most CNC cutting applications. RMT Fiber Lasers feature unmatched cutting and travel speeds, all the while holding tolerances up to a thousandth of an inch.
For more information check out the RMT Fiber Lasers at https://rmtus.com/rmt-fiber-lasers.php
Here we have yet another great customer giving us great reviews! It also helps we give great prices for our machines. We're just great! But you can be too! 🙂
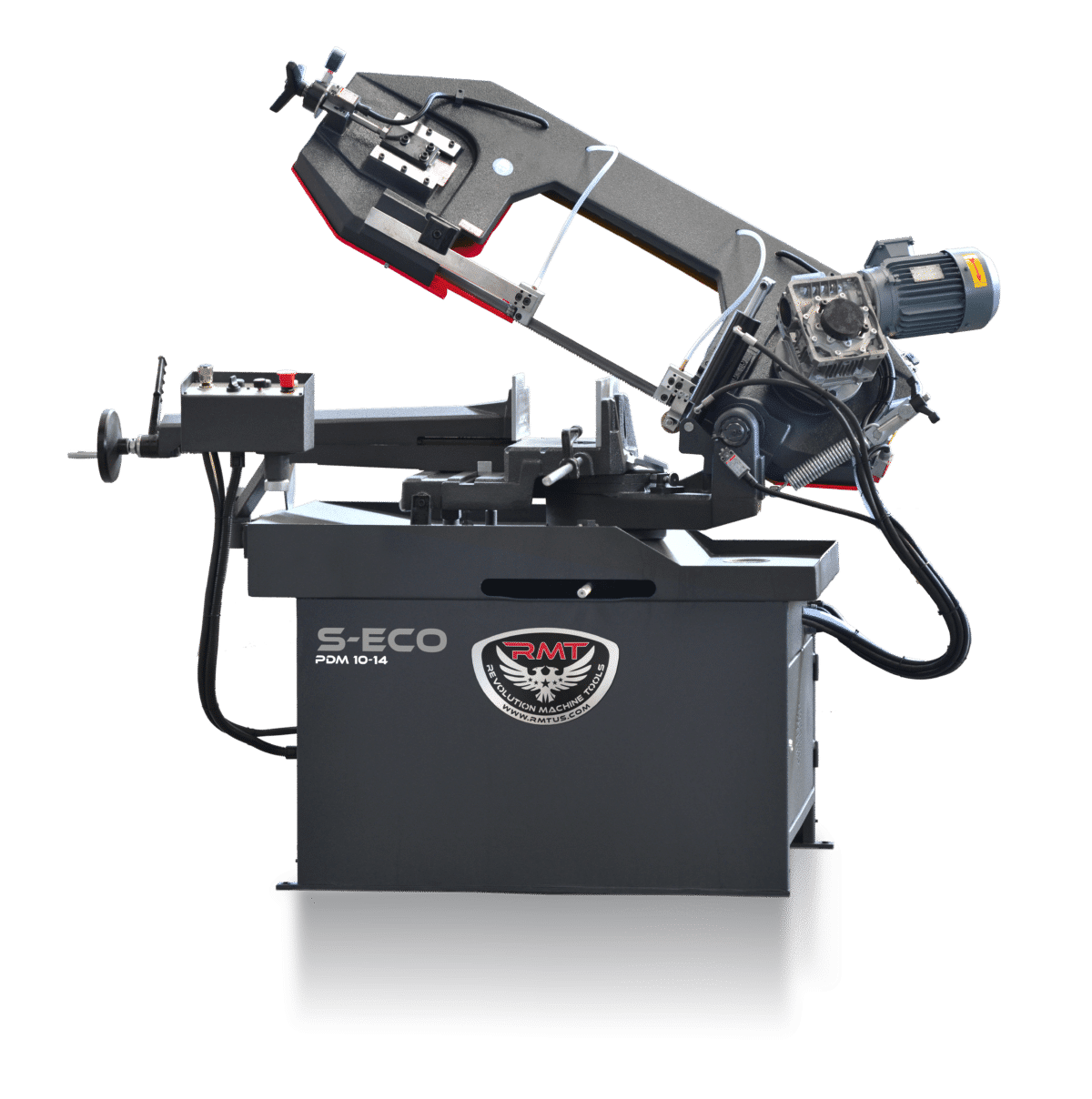
Yes! we have an entire selection of horizontal machines that can produce your smaller items quickly and reduce the workload of your existing brake press.
How to ruin your press brake tooling
The fastest way to ruin your press brake tooling is mismatched material, misalignment, overloading, dirty plates, poor maintenance, or using the wrong dies. Following proper setup, using the right tooling, and maintaining your equipment keeps your tooling in top condition and ensures accurate, high-quality bends.
Explain what bend deduction and bend allowance is
When using a press brake, knowing how metal stretches and compresses during bending is essential for accurate part dimensions. Two key concepts help you calculate this: bend allowance and bend deduction.
1. Bend Allowance (BA)
Definition: The length of material along the neutral axis of a bend — essentially, the portion of metal that is stretched or compressed during bending.
Purpose: Helps you calculate the total flat length of material you need before bending.
Example: If you need a 90° bend in a 1/4″ thick plate, the bend allowance tells you how much metal is “used up” in the bend so your part comes out the right size.
Tip: Bend allowance depends on material thickness, bend radius, and bend angle.
2. Bend Deduction (BD)
Definition: The amount you subtract from the sum of the two outside leg lengths to determine the correct flat pattern length of the material.
Purpose: Makes it easier to calculate flat stock length for multiple bends without complex formulas.
Relationship to BA: Bend deduction = (sum of outside legs) − flat length of part
Example: If two legs add up to 12″ and the flat length is 11.5″, the bend deduction is 0.5″.
Why It Matters
Using bend allowance or bend deduction ensures your parts fit correctly after bending.
It prevents over‑bending, undersized parts, or material waste.
Many modern press brakes and CNC controllers allow you to input BA or BD to automatically calculate flat lengths for accurate bending.
In Short:
Bend Allowance (BA): Amount of material along the neutral axis “used up” in the bend.
Bend Deduction (BD): Amount subtracted from the sum of leg lengths to determine the flat length.
Both are essential for precision bending and accurate flat pattern layout.
How do I choose the right press brake tooling?
Selecting the correct press brake tooling is essential for accurate bends, efficient operation, and long tool life. The right tooling depends on the material type, thickness, bend radius, and part geometry.
1. Match Tooling to Material Thickness
Each punch and die has a recommended thickness range.
Using tooling rated for too thin or too thick material can cause poor bends, tool damage, or even machine overload.
2. Consider Bend Radius
The V-die opening should be roughly 6–8 times the material thickness for standard bending.
Tighter radii may require special narrow dies, while thicker materials need wider dies.
3. Choose Tooling Type Based on Bend
Standard V-dies and punches: Good for general-purpose bending.
Gooseneck punches: Ideal for bending tubes, channels, or flanges without interference.
Specialty dies (radius, offset, hemming): For specific part shapes or complex bends.
4. Check Material Hardness
Harder materials (like stainless steel) may require high-strength tooling or different punch/die combinations.
Softer materials (aluminum, mild steel) can use standard tooling, but careful alignment is still necessary.
5. Ensure Compatibility with Your Press Brake
Tooling must match the press brake’s tonnage, width, and setup style.
Confirm whether the tooling is compatible with manual, hydraulic, or CNC back gauges if used.
6. Factor in Production Volume
High-volume shops benefit from hardened tooling or quick-change systems to reduce downtime.
Low-volume or prototype work may prioritize flexibility and ease of change over wear resistance.
In short: Choose press brake tooling by considering material thickness and hardness, bend radius, part geometry, tooling type, and press brake compatibility. Using the right tooling ensures accurate, safe, and repeatable bends.
How do I set up my press brake tool alignment correctly?
Proper tool alignment is critical for accurate, safe, and repeatable bends. Misaligned tooling can cause uneven bends, part damage, or even machine overload. Follow these steps to set up your press brake correctly:
1. Inspect Tooling Before Setup
Check punches and dies for damage (chips, cracks, or wear).
Ensure all clamps, bolts, and locking mechanisms are clean and in good condition.
2. Clean the Machine and Tooling Surfaces
Remove dust, debris, and metal shavings from the bed and die holders.
Clean the punch shank and die grooves for proper seating.
3. Install the Die First
Position the die in the bed and ensure it is centered, level, and fully seated.
Secure it using the machine’s clamps, pins, or screws.
4. Install the Punch
Carefully lower the punch into position above the die.
Align it so that it is perpendicular to the die and centered along its length.
Verify there is uniform clearance between punch and die along the full width.
5. Check Alignment with Test Sheet
Use a scrap piece of material to test the bend.
Inspect the bend angle, leg lengths, and flatness.
Make minor adjustments to the punch or die position as needed.
6. Use Back Gauges and Guides
Set back gauges and side stops to maintain consistent positioning for repeatable bends.
Ensure the workpiece is properly supported and aligned with the tooling before each bend.
7. Maintain Consistency
Always tighten clamps securely and recheck alignment after tool changes.
Perform periodic inspections during production runs to catch any drift or misalignment early.
In short: Correct press brake tool alignment involves cleaning surfaces, seating the die, centering and leveling the punch, testing with scrap material, and using back gauges. Regular checks and careful setup ensure precise, safe, and repeatable bending operations.
How do I understand how many tons per foot I need for my bend?
To determine the tons per foot you need: know your material type and thickness, measure the bend length, consider your die opening, and apply the tonnage formula or manufacturer charts. This ensures safe, accurate, and repeatable bends.
What types of punches and dies are available, and when should I use each?
Standard V-dies: General-purpose bending of sheet metal.
Gooseneck punches: Ideal for bending tubes, channels, and flanges without interference.
Specialty dies (radius, offset, hemming): For complex or custom bends.
Hardened tooling: Used for high-volume production or harder materials like stainless steel.
Choosing the right punch and die improves bend accuracy, reduces wear, and prevents part or tooling damage.
What safety features come standard on RMT press brakes?
RMT press brakes include multiple built-in safety features:
Emergency stop buttons for quick shutdown.
Light curtains or safety gates to prevent access to moving parts.
Overload protection to prevent machine and tooling damage.
Hydraulic pressure relief valves for safe operation.
Operator training & manuals provided to reinforce safe practices.
Combined with proper PPE and shop practices, these features help create a safe working environment.
How often should I perform maintenance on my press brake?
Regular maintenance keeps your press brake safe and efficient. Key steps:
















 All RMT press brakes have been designed for high performance and enhanced with five main innovations to increase your productivity while decreasing your cost per part including: 1) A rigid mono-block frame constructed from mill certified high-yield steel for dependable performance; 2) Quality precision ram positioning accurate to within 0.0004 inch provided by dual cylinders and rams for stable ram motion; 3) A deeper throat allows you to use the full length of the machine to form more parts; 4) The increased daylight opening accommodates a larger range of parts; 5) More stroke length which provides additional flexibility and versatility.
All RMT press brakes have been designed for high performance and enhanced with five main innovations to increase your productivity while decreasing your cost per part including: 1) A rigid mono-block frame constructed from mill certified high-yield steel for dependable performance; 2) Quality precision ram positioning accurate to within 0.0004 inch provided by dual cylinders and rams for stable ram motion; 3) A deeper throat allows you to use the full length of the machine to form more parts; 4) The increased daylight opening accommodates a larger range of parts; 5) More stroke length which provides additional flexibility and versatility.