
The ABCs of Metal Bending
The fab shop owner came back to the dinner table after having taken a phone call from his assistant manager. “Sorry for the interruption,” he told his family. “Our new operator is used to bottoming and coining, so we have to train him to do air bending.”
“Bottoming? That sounds gross!” his teenaged daughter exclaimed.
“Rebecca from my yoga class has tried coining,” his wife said. “She swears by it.”
“Air bending?” his young son asked wide-eyed. “That’s such a cool power to have!”
After sitting in confused silence for a few seconds, the man realized he was having three different conversations. “Um, air bending, bottoming, and coining are all metalworking terms,” he finally said. “I think of them as the ABCs of press brake bending. They are just different ways to bend sheet metal using a press brake.”
As his family nodded and went back to eating, the fabricator decided that it might be time to give his wife and kids a tour of his shop and explain all the metalworking terms he’d been unwittingly throwing around the house over the years.
Not All Bends Are Created Equal
In the process of bending a sheet or plate of metal with a press brake, there are several different methods that can be employed. A procedure called edge bending, also known as wiping or wipe bending, involves a pressure pad holding the metal against a flat die and a blocky, rounded cornered punch moving down against the protruding metal on the outside of the pad and die to bend it down, like bending a piece of cardboard over the edge of a table by hand.
A method called rotary bending works in a similar way, with a rotary tool—a cylinder with a wedge cut out of its diameter—acting as the punch. As the tool’s cutout section encounters the material, the tool rotates as it forces the metal into a bend over the edge of the die.
A process called flattening or hemming uses a flat upper punch and lower die to bring the two angles of a previously folded piece of material together to produce a hem at the bent edge.
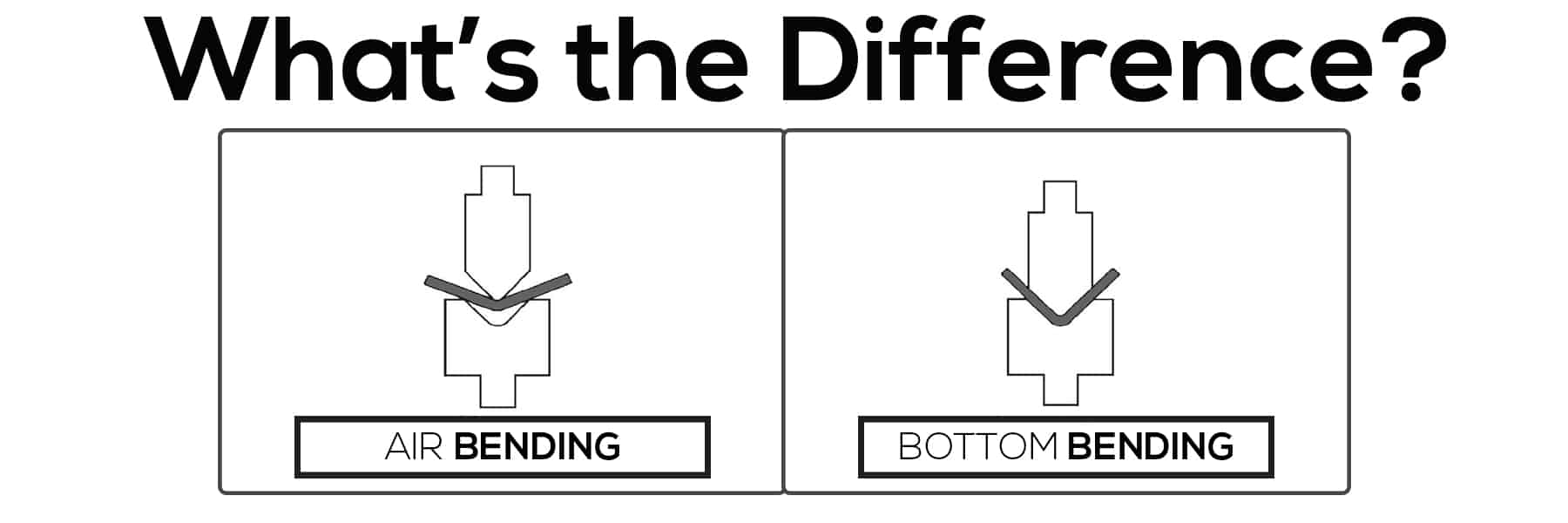
The three primary press brake bending techniques that are used are coining, bottom bending (also called bottoming), and air bending. Each type of bending involves the use of traditional pointed punches and V-dies, but the amount of pressure brought to bear against the metal differs widely between the operations. In coining and bottom bending, the material being bent is forced down to touch the bottom of the V die, while air bending involves leaving a sizeable gap—open air—between the material and the bottom of the die.
The term coining comes from the process literally used to make coins, bringing a high enough tonnage to bear between the punch and the die that the metal isn’t just bent, it’s compressed and is made to conform to the exact shape of the punch and die. This higher bending force—between five to thirty times more than is used in air bending—allows for a very precise bend with virtually no springback. The costs involved with the higher tonnage, the more specialized tooling, and the higher maintenance requirements lead many fabricators to choose to instead do air bending, bottom bending, or a combination of the two.
When to Use Bottom Bending
The original press brake operation involving a shaped punch and die is bottom bending, or just “bottoming.” It gets its name because the material is forced almost all the way to the bottom of the die, with the metal touching the sides of the die all the way down. Like coining it uses a matching punch and die that are in the exact shape of the bend, allowing for a specific material thickness, but unlike coining the material is just bent and not deformed. Bottom bending has higher accuracy and less springback than air bending but bending at different angles requires a change of tooling in between each operation.
Bottom bending is a preferred method in certain circumstances:
- When performing high-quantity production work. If there is a need to create a single type of part that only requires a single bend, bottom bending can fabricate a more accurate part rapidly, especially if used on a mechanical press brake that can cycle faster than a hydraulic brake.
- When using an older, less accurate press brake. If an older brake has a ram that has issues with precision or repeatability and might not bring a punch to the correct position needed each time, bottom bending can compensate since it forces the material to take on the exact angle of the punch and die, something not done in air bending.
When to Use Air Bending
Air bending is a more modern technique in press brake bending, only coming into common usage in the 1970s. It makes relatively little contact with the material being bent, with only the punch tip and the die edges touching the metal. The angle of the bend is dependent on how deeply the punch pushes the workpiece into the die. Unlike bottom bending and coining, the punch and die don’t have to match the angle of the bend—or each other’s radii, for that matter.
While the angle is more difficult to control and there is much more springback to compensate for than other methods, air bending is a very flexible procedure that is often preferred by metal fabricators in a variety of circumstances:
- When needing a wide range of bending angles.
- When needing to change angles without necessarily changing tooling.
- When the operator wants greater control of the bed radius.
- When using a CNC control that can automatically adjust for springback.
- When wanting to bend many different types of parts.
- When wanting to use less bending force.
- When wanting fewer maintenance issues.
- When wanting to save on tooling costs.
Ask a Bending Specialist
When trying to determine the best bend for your metalworking business, be sure to ask a bending specialist their opinion. The machinery consultants at Revolution Machine Tools are always available to advise fabrication operations of any size about the best options suited for their business based on their upcoming projects and budget. Give RMT a call today to learn how to bend your metal more efficiently.



