
Not the Stuff of Science Fiction
When people talk about going beyond three dimensions, it usually involves time travel, moving between parallel earths, or some other science fiction concept. In metalworking, engineering, and other mathematics-related projects, the idea of an axis sounds like another expression for a dimension, meaning a direction—either forward/back, up/down, or left/right. While that is true to an extent, metalworking machines often employ more than three axes in terms of precision control over positioning either tooling or workpieces and do so without implying a departure from our three-dimensional world.
An axis is a reference line that is fixed in a specific position to calculate a measurement of a coordinate. The three-dimensional Cartesian coordinate system we use for locating where one object is in relation to another makes use of an X-axis, a Y-axis, and a Z-axis, each perpendicular to the other two. These are the three basic axes used in metalworking, though diverse machine tools and fabrication machines may arrange them differently. For example, a vertical milling machine will consider the worktable to be the X and Y-axes, with the vertical movement of the milling head being the Z-axis. On the other hand, the Y-axis on a press brake is the vertical movement of the ram.
Adding a rotary table to a milling machine can increase the three standard axes to five, with the tilt of the table being an A-axis and the rotation of the table being a B-axis. In the case of press brakes, the introduction of CNC-controlled dual hydraulic cylinders on the ram replaced the plain Y-axis with the more accurate Y1 and Y2 of most modern brakes. Every type of control over a workpiece or tooling can be considered an additional axis, and the most elaborate CNC brakes on the market today can easily offer 14—or more—axes of control.
How Many Axes Do You Want?
Regarding the question of, “How many axes should a press brake have?” the correct answer is, “Well, just exactly how many do you want?”
Every press brake will have at least two axes—X and Y. The X-axis is the position of the back gauge—how far the material moves into the machine—and the Y-axis is the vertical movement of the ram. The Z-axis—left and right—isn’t a consideration on simpler machines. If the machine has dual cylinders—which almost all new press brakes do these days—then it has a Y1 and Y2. The most basic hydraulic CNC brakes on the market will be three axis machines: Y1/Y2/X.
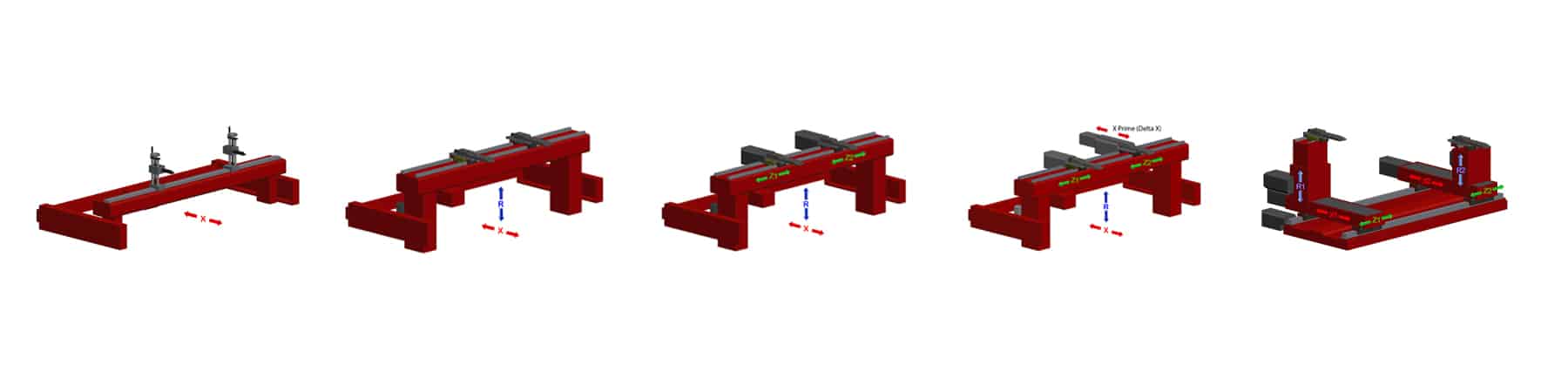
Other axes found on CNC press brakes include:
- R-axis — the height of the back gauge where it connects with the workpiece.
- R1 and R2 — the heights of two independently moving back gauges.
- Z-axis — the horizontal position of the back gauge as it connects with the workpiece.
- Z1 and Z2 — the horizontal positions of two independently moving back gauges.
- X1 and X2 — the positions of two independently moving back gauges away from the ram.
- X Prime (also called Delta X) — designed to be used with a standard X-axis back gauge to allow a sheet to be positioned at an angle.
- CNC Crowning — the ability to raise the center of the die by a specified amount away from the bed to compensate for deflection.
- CNC-controlled Sheet Follower
- CNC-controlled Front Feeding System
The more axes that you have on your press brake, the more flexibility and control you have for your bending operations. For example, dual independently moving back gauges are useful for a variety of reasons, including having a workpiece that has an unevenly cut or previously bent back edge that needs to be engaged at two different points by the back gauge, or when an operator is performing two subsequent bends on the same part and wants the back gauges positioned separately for each bend so that he can quickly move between them.
Determining Your Axis Requirements
Not every metal fabrication operation will need or necessarily even want a dozen-axis press brake. Current budget constraints must be weighed against realistic projections of future job requirements. Shop owners and managers should consult carefully with their press brake operators in establishing plans for future purchases and upgrades.
A wise course is to also seek the counsel of a trusted metalworking machinery advisor who knows the needs of a particular business, as well as the trends and types of jobs being requested in the specific market. A good fabrication equipment consultant can help a business owner or purchaser see the differences between fun bells and whistles and important time saving options that will help a shop be more productive and profitable.
Revolution Machine Tools, a leader in high-precision press brake sales in North America, is staffed with expert sales, service, tooling, and support staff that are eager to advise both novice and seasoned metal fabricators in their pursuit of the perfect press brake. Please give them a call today.



